-
1 current part number
English-Russian dictionary of mechanical engineering and automation > current part number
-
2 part identification
код детали, код обрабатываемой детали; номер детали, номер обрабатываемой деталиEnglish-Russian dictionary of mechanical engineering and automation > part identification
-
3 part identification
1) Техника: опознавание детали2) Механика: идентификация детали3) Автоматика: код (обрабатываемой) детали, номер ( обрабатываемой) детали4) Робототехника: распознавание детали -
4 current part number
1) Техника: существующий номер детали2) Автоматика: номер обрабатываемой детали -
5 stationary grinding machines
3.2 стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1.
Таблица 1 - Стационарные шлифовальные станки
Номер пункта таблицы
Рисунок
Тип станка
Способ шлифования
1.1
Круглошлифовальный станок
Круглое шлифование
Шлифование наружной поверхности вращающейся детали, закрепленной в центрах или патроне.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.2

Бесцентро-шлифовальный станок
Бесцентровое шлифование
Шлифование наружной поверхности вращающейся детали.
Вращение и перемещение обрабатываемой детали относительно шлифовального круга осуществляется за счет вращения ведущего круга. При этом обрабатываемая деталь опирается на «нож», расположенный между шлифовальным и ведущим кругами
1.3
Внутришлифовальный станок
Внутреннее шлифование
Шлифование внутренней поверхности вращающейся детали.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
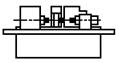
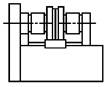
1.4
Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоской поверхности обрабатываемой детали. Деталь закреплена на подвижном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
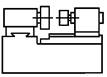
1.5

Плоскошлифовальный станок с круглым столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
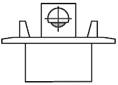
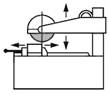
1.6
Плоскошлифовальный станок с прямоугольным столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на прямоугольном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
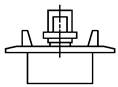
1.7

Плоскошлифовальный станок с круглым столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
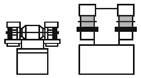
1.8
Торцешлифовальный двухсторонний станок с горизонтальным или вертикальным расположением шпинделей шлифовального круга
Плоское шлифование торцом круга одновременно с двух сторон
Шлифование обрабатываемой детали при прохождении ее между торцами двух шлифовальных кругов, в большинстве случаев сегментных
1.9

Заточный станок
Периферийное или торцевое шлифование
Шлифование или переточка режущих поверхностей лезвийного инструмента (детали).
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.10

Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.11

Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется вручную
1.12
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.13
Точильно-шлифовальный станок
Шлифование периферией круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента периферией шлифовального круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.14

Точильно-шлифовальный станок
Шлифование торцом круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента торцом круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.15
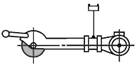
Обдирочно-шлифовальный подвесной станок
Шлифование периферией круга/отрезка дисковым кругом
Шлифование поверхности обрабатываемой детали или отрезка с использованием периферии шлифовального круга. Деталь неподвижна за счет жесткого крепления или под действием собственной массы.
Станок со шлифовальным кругом перемещается вручную относительно обрабатываемой детали
1.16
Шлифовальный станок для силового шлифования
Плоское шлифование
Силовое шлифование, при котором деталь закрепляется на столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Англо-русский словарь нормативно-технической терминологии > stationary grinding machines
См. также в других словарях:
устройство — 2.5 устройство: Элемент или блок элементов, который выполняет одну или более функцию. Источник: ГОСТ Р 52388 2005: Мототранспортны … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные — Терминология ГОСТ Р ЕН 13218 2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные: 3.3 абразивные инструменты (abrasive product): Режущий инструмент различной конфигурации, состоящий из множества абразивных зерен с… … Словарь-справочник терминов нормативно-технической документации
стационарный — Режим, который достигается после завершения адаптации активного ила и отображается на зависимости Свых=f(t) выходом на плато Б (рисунок 1 а, в) Источник: ГОСТ Р 50595 93: Вещества поверхностно активные. Метод определения биоразлагаемости в водной … Словарь-справочник терминов нормативно-технической документации
стационарный шлифовальный станок — 3.2 стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1. Таблица 1 Стационарные… … Словарь-справочник терминов нормативно-технической документации
Технологический процесс — (Process) Определение технологического процесса, типы технологического процесса Определение технологического процесса, типы технологического процесса, правила процесса Содержание Содержание Определение . Понятие технологического процесса Основные … Энциклопедия инвестора
ГОСТ 9735-87: Станки профильно-шлифовальные. Нормы точности — Терминология ГОСТ 9735 87: Станки профильно шлифовальные. Нормы точности оригинал документа: 1.19.5. Наибольшая зона нечувствительности при реверсирова нии Uymax. Черт. 22 Таблица 14 Номер пункта проверки Допуск для станков класса точности П В… … Словарь-справочник терминов нормативно-технической документации
маркировка — 3.4 маркировка (mark): Юридически зарегистрированный товарный знак или защищенный иным образом символ, который выпускается по правилам органа аккредитации или органа сертификации, указывающий на то, что орган достаточно уверен в системах или что… … Словарь-справочник терминов нормативно-технической документации
Постоянство — 11.3.1 Постоянство свойство того, что объект продолжает существовать при изменениях контрактного контекста (см. 13.2.3) или эпохи. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 30027-93: Модули гибкие производственные и станки многоцелевые сверлильно-фрезерно-расточные. Нормы точности — Терминология ГОСТ 30027 93: Модули гибкие производственные и станки многоцелевые сверлильно фрезерно расточные. Нормы точности оригинал документа: 4.10 Круглость: а) отверстия d1; б) поверхности 5 … Словарь-справочник терминов нормативно-технической документации
Наибольшая зона нечувствительности при реверсировании — 1.17.5. Наибольшая зона нечувствительности при реверсировании Umax. Черт. 18 Черт. 19 Таблица 12 Наибольшая длина перемещения стола, мм Номер пункта проверки Допуск, мкм, для станков класса точности П В До 100 1.17.1 … Словарь-справочник терминов нормативно-технической документации
Требования — 5.2 Требования к вертикальной разметке 5.2.1 На поверхность столбиков, обращенную в сторону приближающихся транспортных средств, наносят вертикальную разметку по ГОСТ Р 51256 в виде полосы черного цвета (рисунки 9 и 10) и крепят световозвращатели … Словарь-справочник терминов нормативно-технической документации